How AI Supports Industrial Data Analysis and Decision Making

We have already wrote about the "long journey of data", the complete process of mining the digital gold of contemporary times.
In the previous post, we descended into the mines and excavated for ore. Now the time has come to extract precious metals from the unearthed material and make use of them.
With the below examples, we aim to showcase how businesses can take full advantage of machine learning and algorithms in the process of data evaluation and data-based decision making.
As a reminder, the 4 phases of data management are:
- Data collection
- Data storage
- Data evaluation
- Decision making
We have already mentioned that the produced / gathered data can be divided into two categories. It can either be structured or unstructured.
Analysis and Evaluation of Unstructured Data with Machine Learning
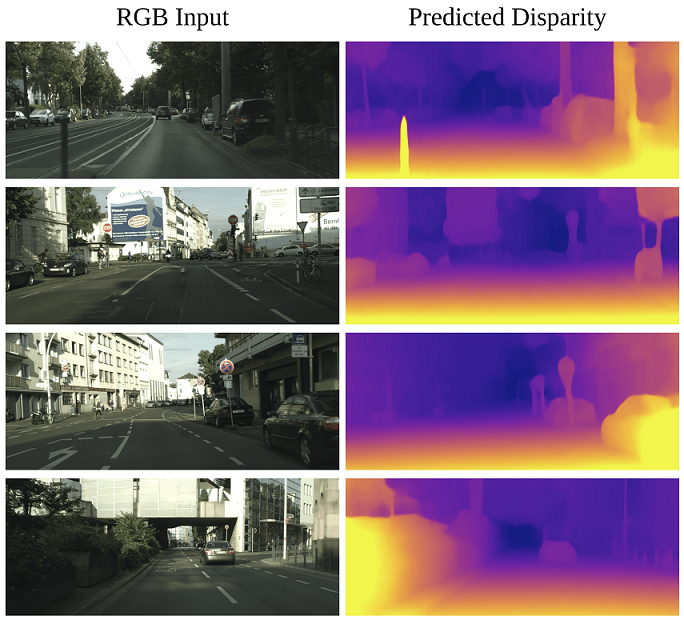
An everyday example of analysing and evaluating unstructured data can be found in a field that might just be the most widely known use of artificial intelligence (AI): the industry of self-driving cars. The image created by car cameras is unstructured data: a chaotic, shifting set of colourful pixels. Furthermore, the high number of images is unstructured in itself as a data set. How can the on-board computer use this chaos to calculate our distance from the car ahead of us?
This, as many other AI methods, is done by machine learning: we show a multitude of similar images to the computer and define in advance how far the "car", or the group of coloured pixels is, compared to the surrounding pixels in these pictures. This is what we call the "depth" of an image. If we get to know the depth of different objects in the image, we can also deduce the difference of their depths, that is, their distance.
As a result, over time the machine will make more and more accurate estimates on its own to detect cars and determine distance when we test its capabilities.
You can learn more about the use cases and the structure of machine vision projects here.
Generally, the combined analysis of two different types of unstructured data is a good basis for making an estimate. Self-driving cars, of course, rely not only on camera images but also on (very much structured) sensor data, but this is not relevant to our example.
The same principles apply to text-to-speech software, which can read written texts aloud. A sequence of typed characters is an unstructured set of data, but by identifying the repetitive patterns it contains, we can teach the machine what sounds to pair given characters with, how to "pronounce" written words. The same process can also be reversed: the sound of speech can serve as input data and a machine can write it down after proper training.
Still, one of the most palpable examples of analysing unstructured data is image recognition.
Analysis and Evaluation of Structured Data with Machine Learning
The best example of structured data in Industry 4.0 is time-structured sensor data: recording fixed, defined values with secondary parameters (such as time). There are an infinite number of possible uses, but we will showcase three of the most widely known ones for the sake of understanding:
1. Quality Control
If we know what an ideal, flawless product looks like, it is relatively easy to spot when another one looks different, meaning that it is defective. With the help of camera analysis, we can delegate this task to our industrial AI system.
Errors can also be detected indirectly if we are aware of the exact parameters of certain manufacturing processes, which can also be referred to as "normal operation". This is what we want to keep up, because it produces the right results. If we can measure the parameters in real time, we can detect deviations of any direction, extent and manner from normal operation. Since deviations will surely lead to suboptimal results, we can intervene immediately, either before or at the moment the defective product is being manufactured, preventing further defects: this leads us to the next area of use.
One of our projects provides a straightforward example. We optimized how people work at the packaging stations in an auto parts assembly plant, basically eliminating the chance for making a mistake there. A camera constantly record the package and gives contionuous feedback about whether the correct amount of parts are in the package.
2. Predictive Maintenance
Quality assurance is a huge challenge for almost every line of work – think, for instance, of the automotive or the food industry. Businesses have to meet serious standards such as HACCP or various ISO certifications, and until recently, root cause analysis (RCA) - finding out what caused the problem to stop it from happening again - that must be executed when troubleshooting a manufacturing defect, used to be an interdisciplinary, complex task that concerns various fields of engineering. Now, machine learning can predict increases in the likelihood of failure and notify the appropriate maintenance department with a precise description of the expected root cause. For companies, this can easily translate to billions of dollars. Malfunctions can be eliminated completely, and root causes can be determined within minutes instead of days.Present conditions are very different than the previous practices of the industry and their importance in industrial innovation is difficult to overestimate.
It follows from the foregoing that if we are fully aware of the parameters of a mechanical system and can monitor them in real time with sensors, the concept of maintenance can change radically.
First, let's examine what we mean by maintenance. Machines have a predetermined runtime and amount of work they can perform. When a machine reaches such a milestone, it is shut down and its worn or depleted components are replaced according to protocol, regardless of their actual condition, or inspected and, based on human decision, replaced or kept until reaching the next checkpoint – this is traditionally called preventive maintenance.
Machine learning might be able to revolutionize this concept. The more we know about the operational characteristics of a machine model, the more accurately we can estimate when specific maintenance work will be required (e.g. with model-based testing) provided that we also measure its parameters. Thus, from now on there is no need to automatically execute predetermined maintenance protocols upon reaching a fixed, often far too cautious and over-insured operating volume. The great thing about machine learning is that it can produce more accurate predictions in maintenance than what is humanly possible, simply by observing normal operation for an amount of time.

Needless to say, this can lead to a great increase of efficiency by minimizing downtime.
3. Supply Chain Management Optimization Based on Data Analysis
Artificial intelligence solutions can go even further in making business decisions.
During a complex factory operation, supplier complexity can reach infinite levels, as in the best way to procure some kind of material or component can depend on innumerable factors. The three most important factors, however, are usually quality, time (when it arrives) and price. Manufacturing processes are also influenced by many factors in real-time, ranging from changes in market demand to more comprehensive management decisions. And since manufacturing goals fluctuate all the time,making optimal decisions on supply can become excessively difficult for the human mind. However, if the relevant pieces of data are available, algorithms can determine the optimal solution to meet your current supply needs at any given moment.
Of course, there are many important decisions that will always remain in human hands. You could, for example, choose a commercially suboptimal supplier, if they are a trusted partner with whom maintaining a good relationship is more important than gaining immediate profits.
Artificial intelligence can be of huge help in preparation for decision making since it can choose the best solutions and then show the exact reasons for their superiority. (If you want to know whether your organization is fully prepared for using AI, read our guide here!)
Business, like life itself, can be infinitely complex, thus the human factor can never be completely replaced by an algorithm, but it can provide effective and reliable assistance in almost every conceivable business-related and industrial challenge.